Deutsch (Language)
Deutsch (Language) Europe / English (Language)
Europe / English (Language) USA / English (Language)
USA / English (Language)-
Wellpappenverarbeitung
Als Anbieter im Premiumbereich bietet Ihnen BAHMÜLLER mit BOXFLOW®Solutions eine Produktpalette mit zukunftsweisenden Sonderfunktionen und Zusatzausstattungen, die den Wünschen und Anforderungen der Wellpappen verarbeitenden Industrie perfekt entsprechen.
-
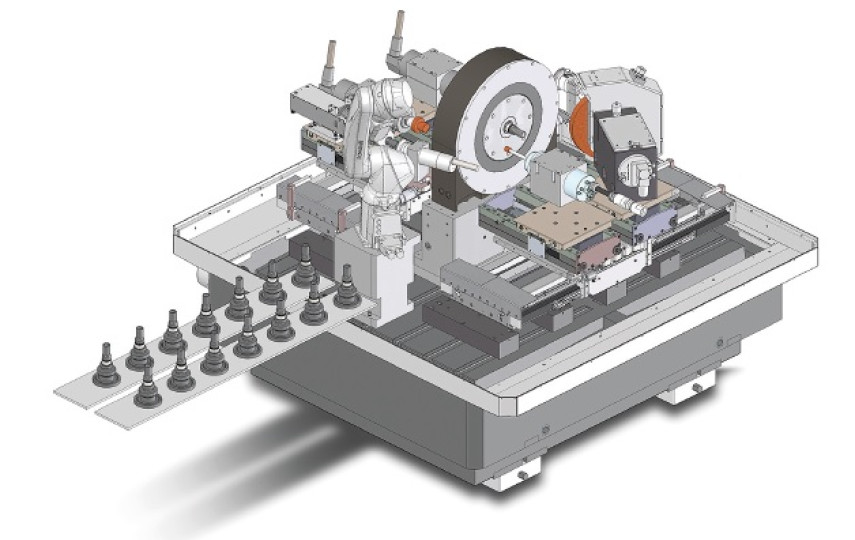
Präzisionsschleifen
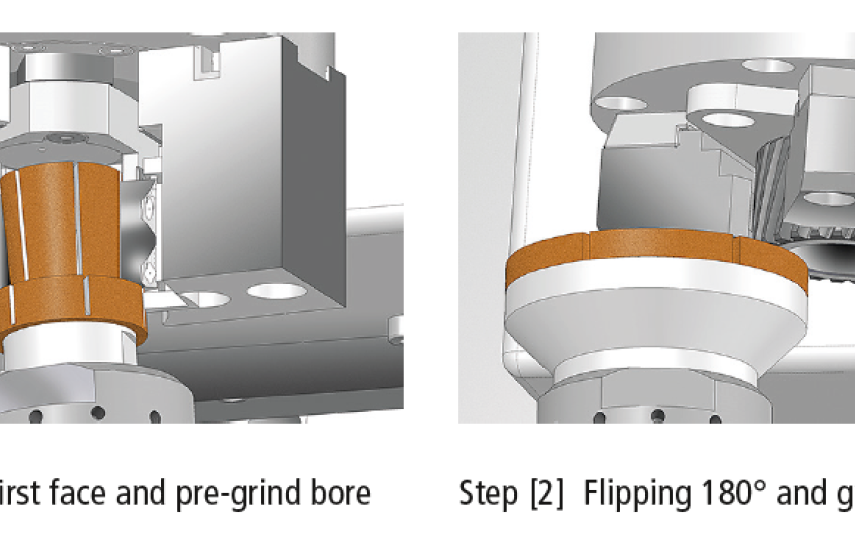
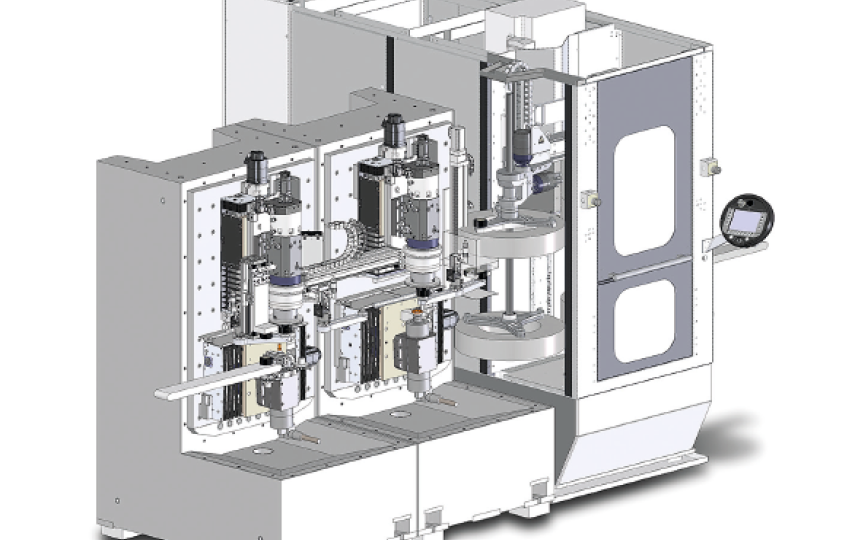
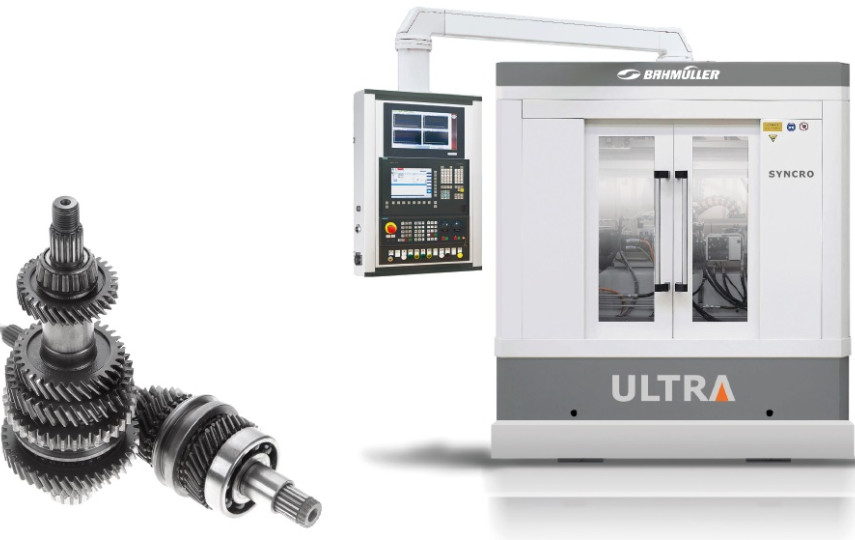
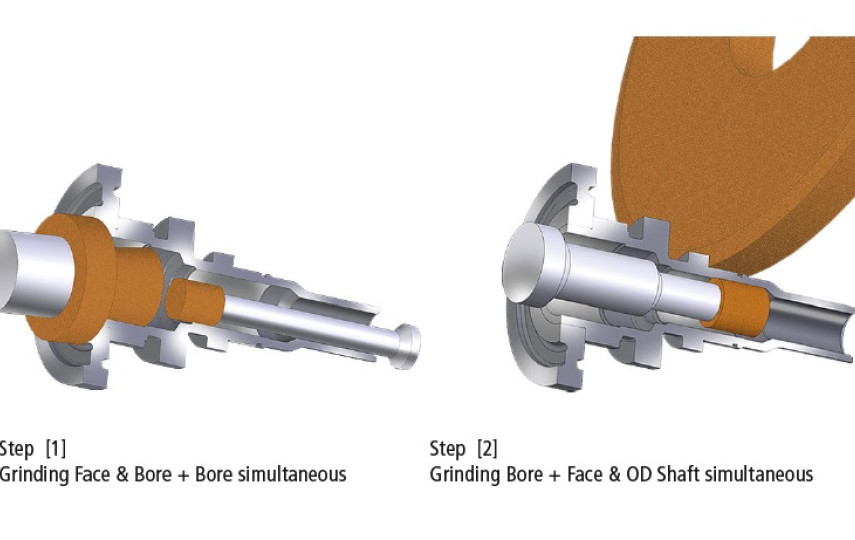
„Turn key solutions“ zur Großserienfertigung höchst-präziser Werkstücke. Bei der individuellen Prozessauslegung sind Stückkosteneffizienz und Stabilität Ihrer Produktion primäre Zielsetzungen.
-
Automation
Auf Basis flexibler Automatisierungsmodule aus dem Geschäftsbereich Präzisionsschleifen automatisiert BAHMÜLLER auch Ihre Serienproduktion im Bereich moderner Werkzeugmaschinen.
-
Präzisionswerkzeuge
BAHMÜLLER Spannzeuge stehen für höchste Präzision, Zuverlässigkeit und Top Qualität
- Unternehmen